Eメール
Eメール 日本語
日本語 English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español português
português العربية
العربية 한국의
한국의 中文
中文









Pbtプラスチック材料の改質 ガラス長繊維強化ポリブチレンテレフタレートpbt 高靭性、高衝撃非変形、電子および電気製品に適用高絶縁生産
-
アモイ LFT-G 強化 PBT プラスチック長ガラス繊維ポリマー高品質製品グレード:一般グレード 繊維仕様: 20%-60% 製品の特徴:高靭性、低反り 製品用途:電子機器、機械部品などもっと見る
-
アモイ LFT-G 強化 PBT プラスチック長ガラス繊維ポリマー高品質製品グレード:一般グレード 繊維仕様: 20%-60% 製品の特徴:高靭性、低反り 製品用途:電子機器、機械部品などもっと見る
-
-
-
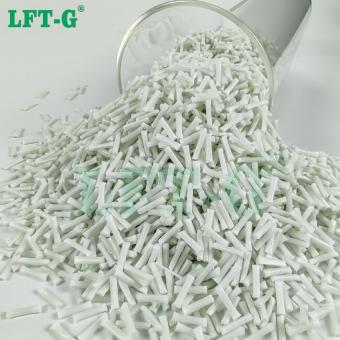
厦門LFT高強度PBT強化プラスチック長ガラス繊維充填コンパウンドPBT材料 ポリブチレンテレフタレート(PBT)は熱可塑性ポリエステルであり、上位5つのエンジニアリングプラスチックの1つです。PBTは優れた総合性能を持ち、最も強靭なエンジニアリングプラスチックの1つであり、高い寸法安定性、優れた耐薬品性、優れた電気絶縁性、優れた機械的特性と弾性、低吸水性などを備えています。 PBT充填長ガラス繊維複合材 PBT (ポリブチレンテレフタレート) はポリエステルベースのプラスチックで、ガラス繊維はプラスチックの機械的特性を高めるために通常繊維の形で添加される強化材です。PBT をガラス繊維と組み合わせると、次の効果が生じます。 1. 強度と剛性の向上: ガラス繊維は優れた強度と剛性を備えており、PBT に添加することでプラスチックの機械的特性を大幅に向上させることができます。これにより、ガラス繊維を含む PBT の材料は、力やストレスを受けたときに強度と剛性が高まり、変形や破損の可能性が低くなります。 2. 耐熱性の向上:ガラス繊維は融点が高く、耐熱性能に優れています。ガラス繊維をPBTに添加すると、PBTの耐熱性が向上し、高温でも優れた性能を維持し、軟化や溶融を防ぐことができます。 3. 耐食性の向上: ガラス繊維は優れた耐食性があり、PBT に添加することで、化学薬品、溶剤、その他の腐食性媒体に対する耐性が向上します。これにより、ガラス繊維を含む PBT は、一部の特殊な環境でも耐用年数が長くなります。 4. 絶縁性能の向上:PBT自体は優れた絶縁性能を備えていますが、ガラス繊維を添加することでPBT材料の絶縁性能がさらに向上します。これにより、ガラス繊維入りPBTは電気・電子用途により適したものとなり、電流を効果的に遮断し、漏れや電磁干渉を低減することができます。 全体的に、ガラス繊維入り PBT はプラスチックの機械的特性、耐熱性、耐腐食性、絶縁性を高め、さまざまな用途でより広く使用されるようになります。ただし、材料の性能は、具体的なガラス繊維含有量と添加プロセスによって異なる場合があります。 ファイバー仕様 学年 ファイバー仕様 特徴 応用 長さ 色 パッケージ 一般グレード 20%-60% 高い靭性、反りが少ない 電化製品、機械部品、等 約12mm、 またはカスタマイズ ナチュラルカラー、 またはカスタマイズ 25kg/袋 LGFとSGFの違い 短ガラス繊維粒子: サイズは約3〜4mm、長さと幅の比率は50〜250 長ガラス繊維粒子: サイズは約10~12mm、アスペクト比は400以上 さらに、2種類の粒子内のガラス繊維の分布も異なります。 SGFと比較すると、LGFの剛性、強度、弾性率は向上しており、特にノッチ付き衝撃性能は質的に飛躍的に向上しています。 応用 参考データシート 私たちについて 厦門LFT複合プラスチック株式会社は、 LFT&LFRTに重点を置くブランド企業です 。長ガラス繊維シリーズ(LGF )と長炭素繊維シリーズ(LCF )。同社の熱可塑性LFTは、LFT-G射出成形と押し出し成形に使用でき、LFT-D成形にも使用できます。顧客の要件に応じて、 長さ5〜25mmで生産できます。同社の長繊維連続浸透強化熱可塑性プラスチックは、ISO9001&16949システム認証に合格しており、製品は多くの国家商標と特許を取得しています。
- PBT樹脂複合材lgf 30ベスト価格
- 自動車部品用長ガラス繊維強化PBT
- バージンホワイトPBTはリサイクル可能LGF
- 熱可塑性プラスチック PBT LFT 中国製 卸売
- 高性能 PBT フィラー LGF 付き
- PBT複合プラスチックメーカー直販
タグ :
-
-
厦門LFT-Gポリブチレンテレフタレート長ガラス繊維強化複合材料軽量化、衝撃強度、弾性率、材料強度の向上が求められる用途で、金属の代替として頻繁に使用されます。
- PBT改質プラスチックGF長ガラス繊維
- PBT熱可塑性エンジニアリングポリマー
- GFRP PBTの高靭性と剛性のサンプルが入手可能
- LFT PBTガラス繊維強化ポリマー良い価格
- 金属の代わりにPBTの高性能軽量
- 自動車部品向け低反りPA6
タグ :
-
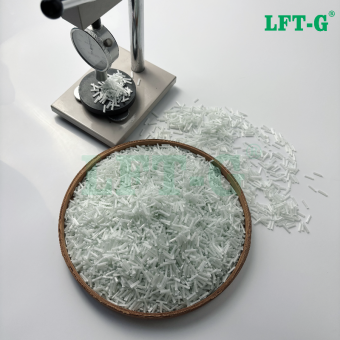
LFT-G PBT長ガラス繊維強化熱可塑性樹脂コンパウンドペレットエンジニアリングPBTとは何ですか? ポリジブチルテレフタレートは、ジメチルテレフタレート (DMT) と 1,4-ブタンジオールによって重合された結晶性の熱可塑性エンジニアリング プラスチックです。 PBTは、熱可塑性ポリエステルプラスチックとも呼ばれます。さまざまな加工オペレーターが使用するために、一般に、添加剤の数が追加されたり、他のプラスチックと混合されたり、添加剤の割合が異なり、さまざまな仕様の製品を製造できます。 PBT は、その特殊な特性により、電気工学およびエレクトロニクスにおける特殊な用途に理想的な材料です。 1.機械的特性:高強度、耐疲労性、寸法安定性、クリープも小さい(高温条件下でも変化が少ない) 2.耐熱老化性: UL温度指数120~140℃の強化(屋外長期老化は可能) 3. 耐溶剤性:応力亀裂なし4. 水安定性: PBT は水中で分解しにくい 5. 絶縁性能:優れている (湿潤、高温でも安定した電気的性能を維持できる) グラスファイバーとは何ですか? ガラス繊維 (以前はガラス繊維として知られていました) は、優れた特性を備えた無機非金属材料です。木緑草、珪砂、石灰石、ドロマイト、ホウカルシウム、ホウマイト、7種類の鉱石を原料として、高温溶解、伸線、巻き取り、織りなどの工程で作られます。モノフィラメントの直径は数ミクロンから20ミクロン以上で、髪の毛の1/20~1/5に相当し、各繊維フィラメントは数百、場合によっては数千本のモノフィラメントで構成されています。グラスファイバー製品は、制御可能な範囲内では比較的環境に優しい製品です。 PBT は非常に弱い吸湿性を持っています。非強化PBTの引張強度は50MPa、ガラス繊維強化PBTの引張強度は170MPaです。 PBT は非常に早く結晶化するため、射出成形中に不均一な冷却により部品が曲がったり変形したりしやすくなります。一般的なPBT素材の収縮率は1.5%~2.8%です。 30% ガラス繊維強化された PBT 材料は、0.3% ~ 1.6% 収縮します。 1.耐高温性 試験後、温度が300℃に達しても、ガラス繊維の強度には影響がありません。 2. 高い引張強度 ガラス繊維の引張強度は標準状態で6.3~6.9g/d、湿潤状態で5.4~5.8g/dです。 3. 優れた電気絶縁性 ガラス繊維は電気絶縁性に優れ、断熱材や防火材にも使用される高レベルの電気絶縁材料です。 4. 燃焼 ガラス繊維は高温で溶かしてガラスビーズにすることができるため、建設業界の防火および管理の要件を満たします。 5. 優れた遮音性 ガラス繊維と石膏の組み合わせにより、優れた遮音効果を実現できます。 PBT にガラス繊維を充填したのはなぜですか? PBT にガラス繊維を添加することは、PBT を強化する一般的な方法です。ガラス繊維とPBT樹脂の結合力は良好で、PBT樹脂に一定量のガラス繊維を添加すると、PBT樹脂の耐薬品性、加工性などの本来の利点を維持できるだけでなく、機械的特性も大幅に向上できます。 PBT樹脂のノッチ感受性を克服します。 ガラス長繊維強化PBTコンパウンドの影響 01耐摩耗性 PBTは耐摩耗性に優れており、耐摩擦性や耐摩耗性が求められる場合に有利です。機械伝達部品やベアリングなどの用途では、PBTの耐摩耗性が有効に活用されています。 02機械的特性 PBTは改質後も優れた機械的特性を示します。高い強度と耐疲労性、良好な寸法安定性、低いクリープを備えています。そのため、より大きな負荷に耐え、長期間使用する必要がある部品にはPBTがよく使用されます。 03熱安定性 PBTは熱安定性に優れ、高温条件下でも性能を維持でき、熱分解や変形が起こりにくい素材です。このため、PBT は、電子および電気機器のワイヤ コネクタや絶縁部品など、高温の作業環境に耐えるのに理想的な選択肢となります。 04難燃性 PBTは改質後も優れた難燃特性を有しており、一部の特殊分野の難燃要件を満たすことができます。 UL94 は、材料の難燃特性をテストするための規格です。 PBT エンジニアリング プラスチックの難燃グレードは UL94 V-0 レベルに達することができます。これは、燃焼試験における PBT サンプルの燃焼時間が 10 秒未満であり、燃焼プロセス中に難燃剤が存在しないことを意味します。液だれ現象。このため、PBT成形材料は電子・電�もっと見る
-
-
-