
 Eメール
Eメール 日本語
日本語 English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español português
português العربية
العربية 한국의
한국의 中文
中文




熱可塑性複合材料の結晶性:包括的な概要
抽象的な
熱可塑性複合材は、その優れた特性により材料工学に革命を起こした。 リサイクル性、損傷許容性、製造柔軟性 彼らのパフォーマンスの核心は 結晶度 引張強度から耐薬品性まで、ほぼすべての複合材料の挙動を支配する分子レベルの現象です。
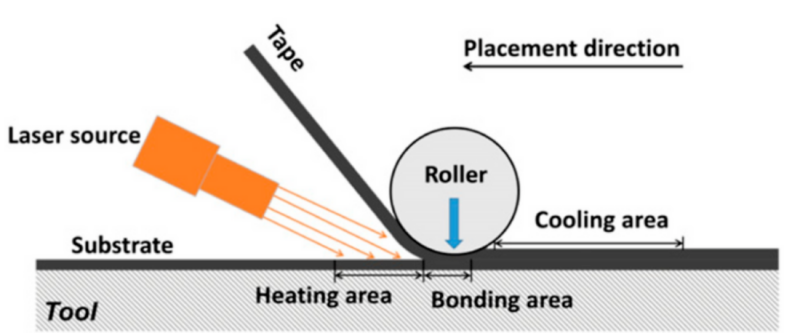
半結晶性熱可塑性プラスチックでは、 ポリフェニレンサルファイド(PPS) そして ポリエーテルケトンケトン(PEKK) 結晶化は、 秩序だった結晶領域 そして 無秩序な非晶質ドメイン 現代の製造技術、 自動ファイバープレースメント(AFP) そして 自動テープ敷設(ATL) 、結晶度制御の機会と課題の両方を紹介します。
このレポートでは、結晶化メカニズムの最近の進歩を総合し、処理パラメータと材料性能の関係を分析し、結晶度管理を通じて複合材料の特性を最適化するための洞察を提供します。
熱可塑性マトリックスの結晶化の基礎
ポリマー結晶化の分子的基礎
半結晶性熱可塑性プラスチックは、 階層的自己組織化プロセス :
- ポリマー鎖は折り畳まれて 層状構造(厚さ10~20 nm) 冷却後。
- ラメラは次のように組織化される 球晶領域(直径最大100μm) 。
結晶化度(Xc) 通常は20~60%の範囲で、以下の要素によって決まります。
- チェーンの可動性が制限される 芳香族骨格の剛性
- 不均一核形成 繊維とマトリックスの界面
- 急速な冷却速度による運動学的制限
その アヴラミ方程式 結晶化速度論を説明します。
X(t): 結晶化度; k: 結晶化速度; n: アブラミ指数
炭素繊維強化 PPS (CF/PPS) の場合、等温条件 (225~240 °C) では n ≈ 1.65~1.75 となり、繊維表面の影響を受けた混合核生成を示します。
繊維-マトリックス相互作用と結晶構造変化
炭素繊維は核剤として作用し、 結晶層(TCL) 繊維とマトリックスの界面において:
- TCLの厚さ: 5~20 μm
-
結成時期:
- 繊維表面は 不均一な核形成部位
- 温度勾配は 方向性結晶成長
- 冷却速度は 臨界急冷閾値(PPSの場合約100℃/分)
機械的性能への影響 :
- 界面せん断強度が14.2%増加
- TCLが厚すぎると(>15μm)、靭性が低下する可能性があります。
結晶度と特性の関係
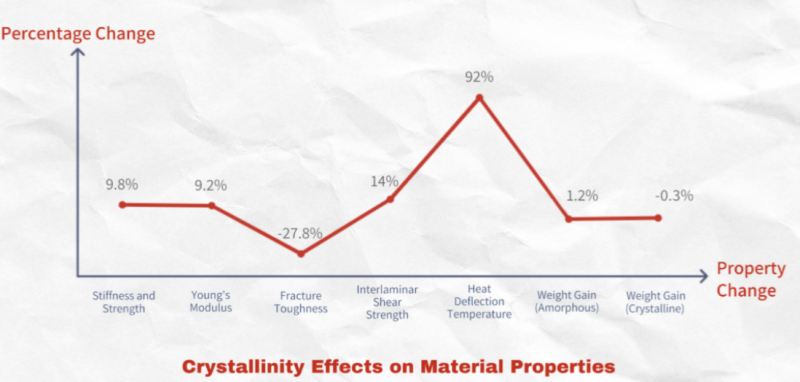
機械的性能
- 剛性と強度: 結晶化度 51% → 62%: 貯蔵弾性率 ↑ 9.8%、ヤング率 ↑ 9.2% (50%を超えると非線形)
- 破壊靭性: 結晶度17% → 44%ではモードI靭性が27.8%低下する。最適値は30~35%
- 層間特性: 徐冷(0.5 °C/分)↑ILSS 14%; 高速AFP(>5 m/分)↓ILSS 18%
熱および化学安定性
- HDT: 135 °C → 260 °C (20% → 60% Xc)
- 耐薬品性:燃料浸漬時の重量増加 1.2% → 0.3%
処理パラメータの最適化
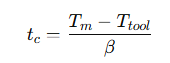
冷却速度制御
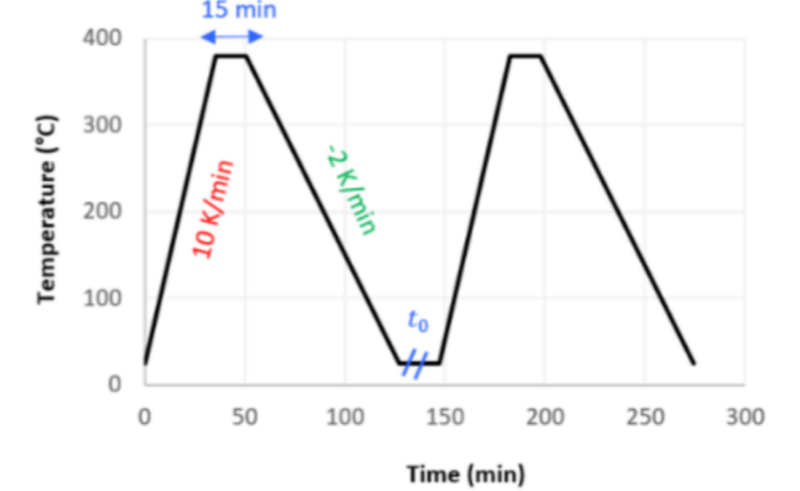
適切な維持 結晶化ウィンドウ 特性のバランスをとる。例:CF/PPSの金型温度を87~270℃にすることで、等温結晶化が可能になる。レーザー380℃、金型120℃ → Xc 44.1%、サイクルタイム80%短縮。
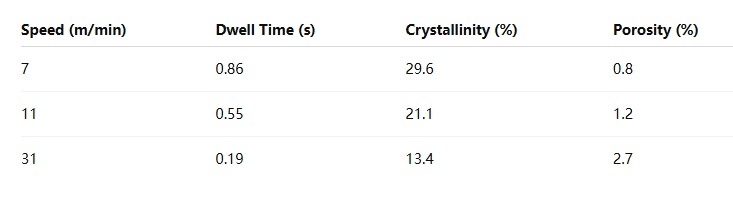
金型温度の影響
- 冷却勾配、結晶成長、残留応力に影響する
- Ttoolを40℃→120℃に上げると、Xcは17.6%→44.1%上昇する。
Ttool > 87 °Cを維持すると、球晶は約10 μmになります。
レーザーエネルギー入力と配置速度
- レーザー温度を高くするとポリマー微結晶が溶けて可動性が向上する
- 配置速度:速い → 結晶化が短い → Xcが低い
- アニーリング後、Xcは60~80%回復
高度な特性評価技術
示差走査熱量測定(DSC)
- 加熱中の冷結晶化(Tcc)
- 融解ピーク(Tm)
ΔHm⁰ = PPSの場合80 J/g
走査型電子顕微鏡(SEM)
- 繊維に沿った5~15μmの結晶層
- 球晶 10~50 μm
- 非晶質領域を介した層間破壊
- EDS: 結晶領域における硫黄の濃縮
X線回折(XRD)
ヘルマンの方向関数:
φ = ポリマー鎖と繊維軸の間の角度
高配向TCL: f ≈ 0.8–0.9; バルク球晶: f ≈ 0.2–0.3
産業実装
航空宇宙 – CF/PEKK 胴体パネル
ボーイング 787 ドリームライナー: CF/PEKK、Xc 35–40%
- 統合時間が85%短縮
- 重量12%軽減
- 使用温度は最大200℃
- レーザー400℃、金型150℃、速度5m/分、冷却50℃/分

自動車 – CF/PPSバッテリートレイ
BMW i3:AFP CF/PPS、Xc 28%
- ILSS 45 MPa、衝撃靭性 8 kJ/m²
- サイクル時間 30秒/層
- IRアニール後 → Xc 35%

今後の方向性
- 機械学習: Xc を 2% の精度で予測
- ナノ粒子の核生成:0.5重量%の酸化グラフェン → 結晶化の高速化
- 現場モニタリング:ファイバーブラッグセンサーがX線をリアルタイムで検出
- 形態-性能マッピング:デジタルツインは球晶分布と疲労寿命を相関させる
結論
結晶化度の制御は熱可塑性複合材料の性能にとって重要です。結晶化度を制御することで、
- 冷却速度:2.5~10,000℃/分
- 金型温度:40~280℃
- 配置速度:5~31 m/分
- Xc達成率:17~62%
ML や in situ センサーなどの新しいテクノロジーにより、材料の利用率を向上させながら開発サイクルを 70% 短縮できます。