
部品の射出面積が射出成形機で許容される最大面積を超えると、ノズルが表面全体を適切に覆えず、部品にバリが発生する可能性がある。
金型が正しく取り付けられていない場合、または不均一な一方向の力が加わった場合、金型が均等に締め付けられず、部品表面にバリが発生する可能性があります。
射出成形機のプラテンが平行でなかったり、タイロッドが不均一に変形したりすると、金型が適切にクランプされず、バリが発生する原因となります。
金型の平行度が低い場合や、金型の縁が障害物で塞がれている場合、溶融プラスチックがキャビティ内に均一に充填されず、部品の表面にバリが発生する可能性がある。
金型のパーティングラインが適切に密閉されていない場合、キャビティとコアの位置ずれ、または摺動部品のクリアランスが大きすぎる場合、溶融プラスチックがキャビティから漏れ出し、部品にバリが発生する可能性があります。
プラスチックの流動性が高すぎたり、供給量が多すぎたりすると、溶融材料が金型キャビティを満たす際に溢れ出し、部品表面にバリが発生する可能性がある。
キャビティの溶融温度または金型温度が高すぎると、プラスチックの粘度が低下し、流動性が向上するため、バリが発生する可能性がある。
射出圧力が高すぎたり、射出速度が速すぎたりすると、キャビティ充填時に過剰な圧力によってプラスチックが溢れ出し、部品表面にバリが発生する可能性がある。
型締め力が一定でなかったり、不均一だったりすると、射出成形中に金型がわずかにずれて、部品表面にバリが発生することがあります。
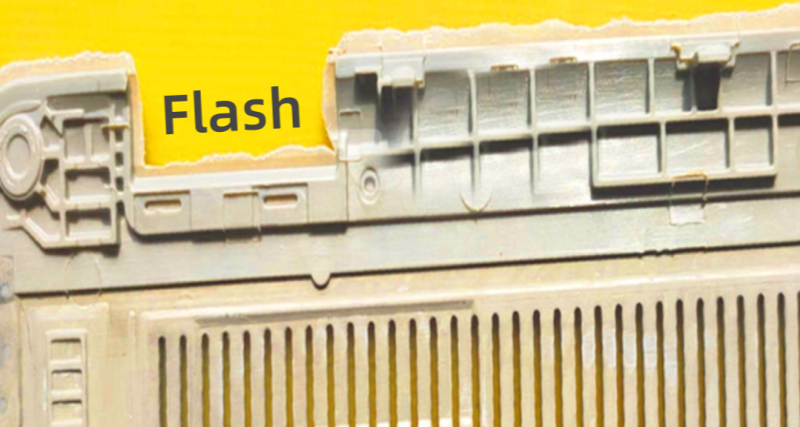
これらは、PEEK射出成形におけるバリの一般的な原因です。オペレーターは、バリの発生を防ぎ、成形品の品質と外観を向上させるために、製造中にこれらの要因を注意深く監視し、対処する必要があります。
フォローする :





-- 最新のトピックで最新情報を入手する

 Eメール
Eメール 日本語
日本語 English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español português
português العربية
العربية 한국의
한국의 中文
中文