
ガラス繊維強化材料の射出成形プロセスでは、 繊維浮遊 最も一般的な表面欠陥の一つです。部品のガラス繊維が露出することで、表面に凹凸が生じます。この問題は製品の外観を損なうだけでなく、塗装、コーティング、電気めっきなどの二次工程にも悪影響を及ぼす可能性があります。本日は、繊維浮きの根本原因を深く掘り下げ、効果的な解決策を探ります。
2. 射出成形プロセス要因の詳細な分析
充填速度が遅い:
繊維浮上を支える「見えない推進力」
主な問題: 充填が遅いと、ガラス繊維が成形部品の表面に移動します。
低融点:材料流動の「温度閾値」
主な発見: 溶融温度が 10 °C 低下するごとに、表面繊維浮上が 15~20% 増加します。
専門家の推薦:
バレルの設定値だけに頼るのではなく、溶融プローブを使用して実際の溶融温度を測定します。
溶融温度を推奨範囲の上限まで上げます(材料の劣化を避けながら)。
過度のファイバー破損を防ぐために、背圧の設定に注意してください。

実用的なヒント:
高温金型温度コントローラ(> 100 °C)または熱油システムを使用します。
誤用を避けるために、必要な金型温度コントローラのタイプを明確に示してください。
高温で操作する場合は、安全のために特別な注意が必要です。
3. 金型設計における重要な考慮事項
ベントシステム:スピードと品質のバランス
コアの競合: 高速充填には十分なベントが必要ですが、過度のベントはフラッシュや繊維の浮上欠陥 (例: ウェルド ライン、閉じ込められた空気) につながる可能性があります。
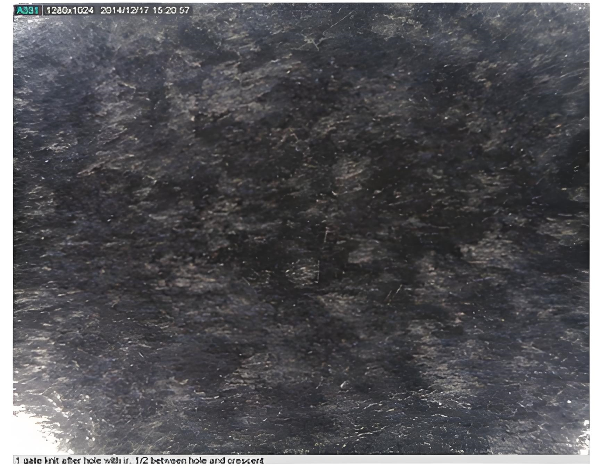
繊維浮上欠陥画像(ウェルドラインと閉じ込められた空気を含む)
ホットランナー温度: 見落とされがちな「熱の盲点」
よくある誤解: ホットランナーの温度はバレルの温度と矛盾して設定されます。
ベストプラクティス:
ホットランナーの温度を、材料の推奨溶融温度範囲内に設定します。
正確な温度制御には熱電対を使用します。
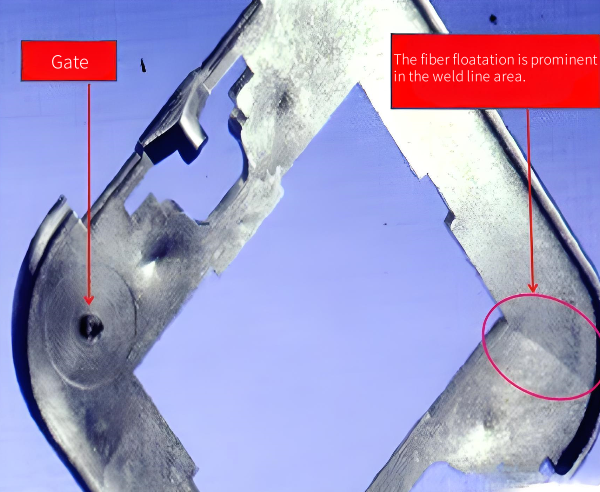
ゲート設計:流れの最初の障壁
設計ガイドライン:
突然の圧力上昇を引き起こす可能性があるゲートでの過度な制限を避けてください。
ゲートのサイズと位置は、材料の流動特性と一致する必要があります。
噴射マークや繊維の浮き上がりの悪化を防ぐため、ゲートが小さすぎることは避けてください。

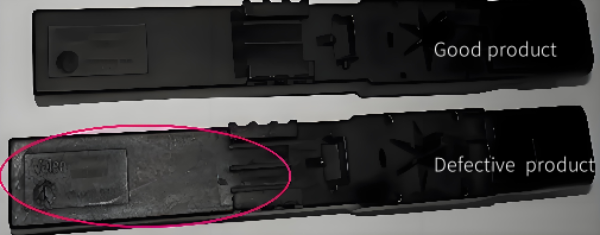
欠陥部品の画像:ジェット噴射による繊維浮上
概要:繊維浮上問題の解決策
優先原則:
まず主な原因 (通常はプロセス パラメータ) に対処し、次に二次的な要因に取り組みます。
体系的な思考:
プロセス、金型、設備、材料を網羅した統合ソリューションを開発します。
予防重視:
新しい金型の開発の初期段階で繊維浮上対策を検討してください。
データ駆動型アプローチ:
主要なパラメータのプロセス管理チャートを作成します。
継続的な改善:
繊維浮上問題に対する迅速な対応メカニズムと知識データベースを構築します。
フォローする :





-- 最新のトピックで最新情報を入手する

 Eメール
Eメール 日本語
日本語 English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español português
português العربية
العربية 한국의
한국의 中文
中文